

Årsager til SMT-svejsning
1. Fejl i printpladedesign
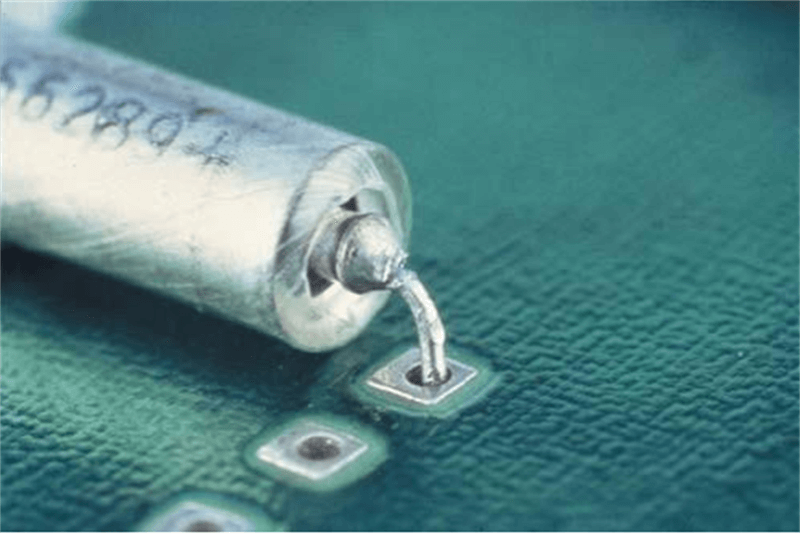
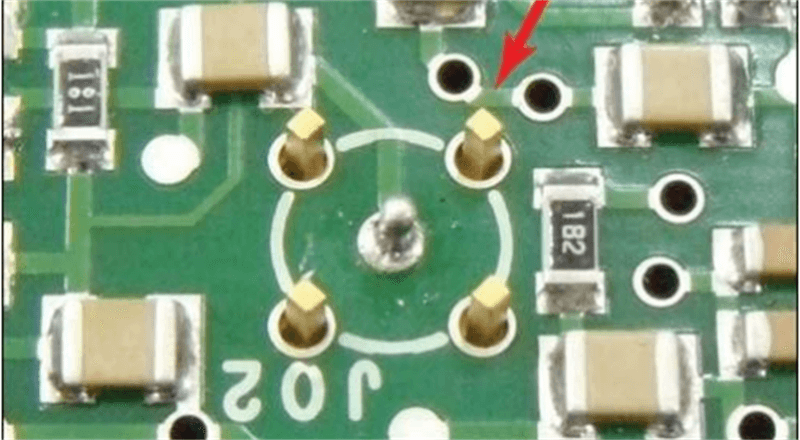
I designprocessen af nogle printkort, fordi pladsen er relativt lille, kan hullet kun afspilles på puden, men loddepastaen er flydende, som kan trænge ind i hullet, hvilket resulterer i fravær af loddepasta i reflow-svejsning, så når stiften ikke er tilstrækkelig til at spise tin, vil det føre til virtuel svejsning.
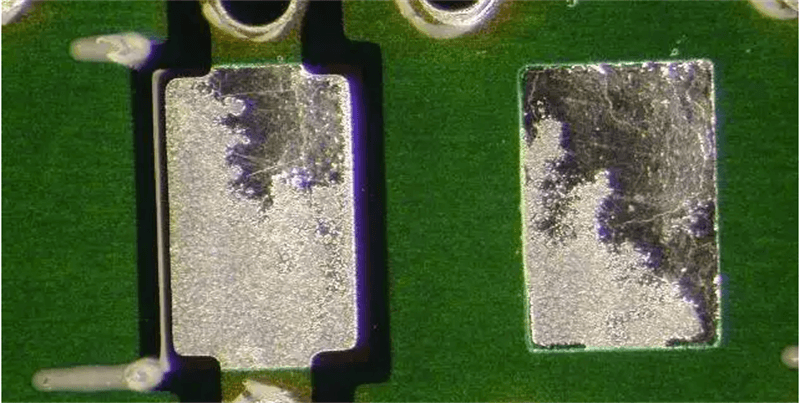
2. Oxidation af pudeoverfladen
Efter genfortinning af den oxiderede pude vil reflow-svejsning føre til virtuel svejsning, så når puden oxiderer, skal den først tørres. Hvis oxidationen er alvorlig, skal den opgives.
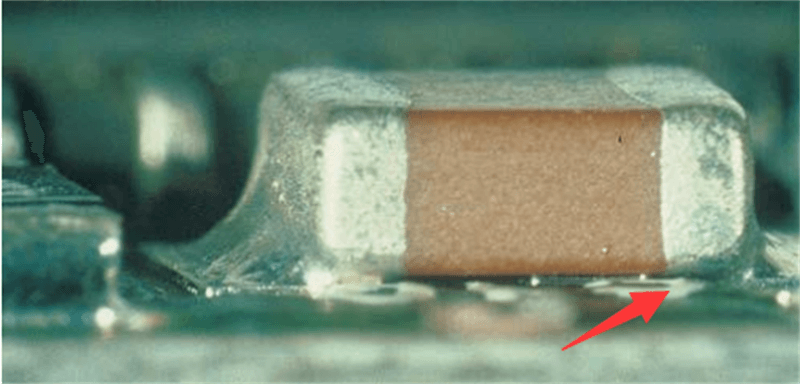
3. Reflowtemperatur eller højtemperaturzonetid er ikke nok
Efter at lappen er færdig, er temperaturen ikke tilstrækkelig, når den passerer gennem reflow-forvarmningszonen og den konstante temperaturzone, hvilket resulterer i, at noget af den varme smelte klatrer tin, som ikke er opstået efter at være kommet ind i højtemperatur-reflowzonen, hvilket resulterer i utilstrækkelig tinspisning af komponentstiften, hvilket resulterer i virtuel svejsning.
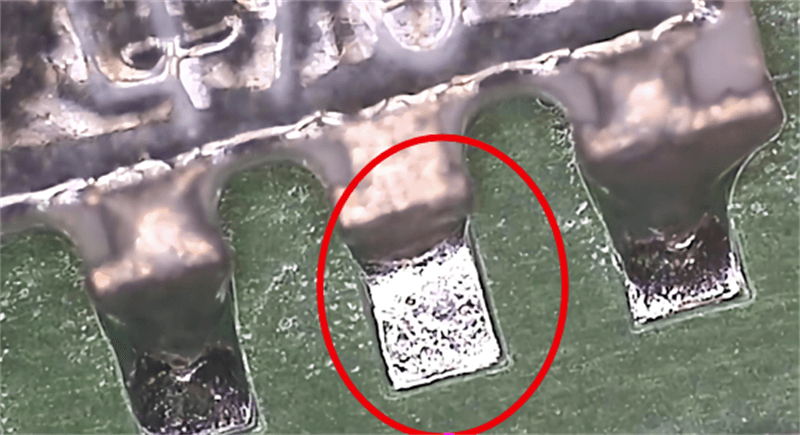
4. Udskrivning med loddepasta er mindre
Når loddepastaen børstes, kan det skyldes små åbninger i stålnettet og for højt tryk fra printskraberen, hvilket resulterer i mindre loddepastaprintning og hurtig fordampning af loddepastaen til reflow-svejsning, hvilket resulterer i virtuel svejsning.
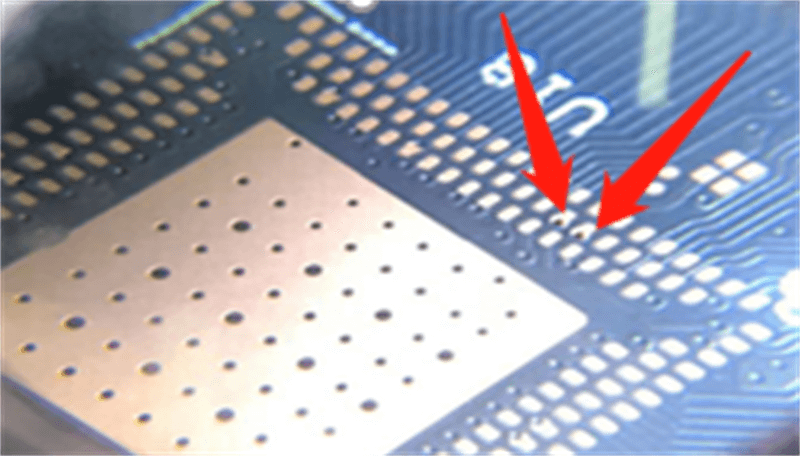
5. Enheder med høj spænding
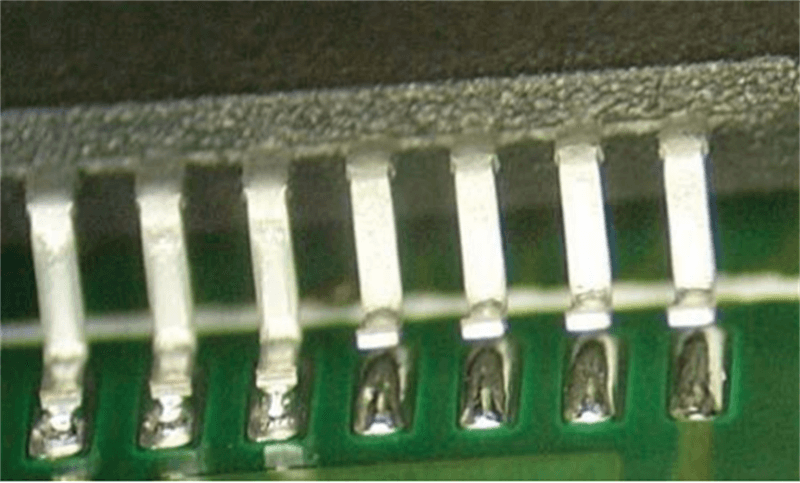
Når high-pin-enheden er SMT, kan det være, at komponenten af en eller anden grund er deformeret, printkortet er bøjet, eller placeringsmaskinens negative tryk er utilstrækkeligt, hvilket resulterer i forskellig varmsmeltning af loddet, hvilket resulterer i virtuel svejsning.
Årsager til virtuelle DIP-svejsninger
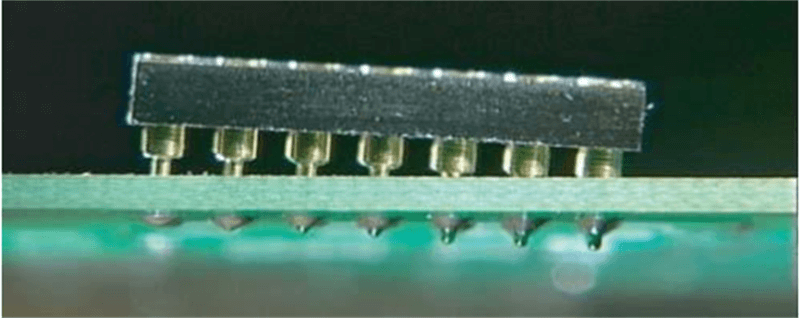
1. Defekter i PCB-indstikshullets design
PCB-indstikshullet, tolerancen er mellem ±0,075 mm. Hvis PCB-indpakningshullet er større end stiften på den fysiske enhed, vil enheden være løs, hvilket resulterer i utilstrækkelig tin, virtuel svejsning eller luftsvejsning og andre kvalitetsproblemer.
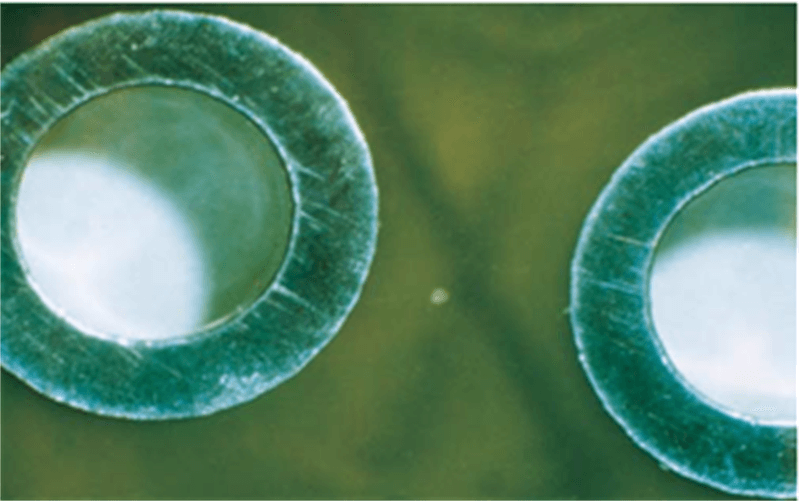
2. Oxidation af puder og huller
Hullerne i printpladerne er snavsede, oxiderede eller forurenede med stjålne varer, fedt, svedpletter osv., hvilket vil føre til dårlig svejsbarhed eller endda manglende svejsbarhed, hvilket resulterer i virtuel svejsning og luftsvejsning.
3. Faktorer for printkort og enhedskvalitet
Indkøbte printkort, komponenter og anden lodbarhed er ikke kvalificeret, der er ikke udført nogen streng godkendelsestest, og der er kvalitetsproblemer såsom virtuel svejsning under montering.
4. PCB-kort og enhed udløbet
Indkøbte printkort og komponenter, på grund af for lang lagerperiode, påvirket af lagermiljøet, såsom temperatur, fugtighed eller ætsende gasser, hvilket resulterer i svejsefænomener såsom virtuel svejsning.
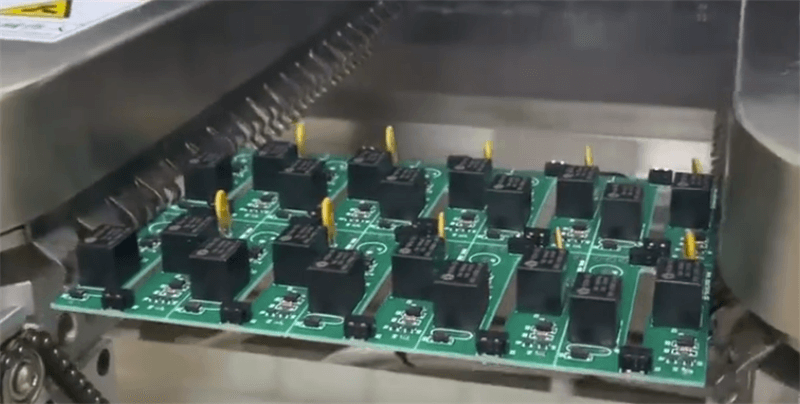
5. Faktorer for bølgelodningsudstyr
Den høje temperatur i bølgesvejseovnen fører til accelereret oxidation af loddematerialet og overfladen af basismaterialet, hvilket resulterer i reduceret vedhæftning af overfladen til det flydende loddemateriale. Desuden korroderer den høje temperatur også basismaterialets ru overflade, hvilket resulterer i reduceret kapillærvirkning og dårlig diffusivitet, hvilket resulterer i virtuel svejsning.
Opslagstidspunkt: 11. juli 2023





